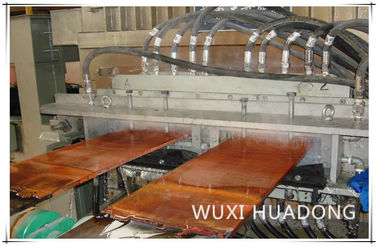
Tira de placa de bronce Continuar máquina de fundición Doble filamento horizontal
Ⅰ. Especificaciones:
1. Tipos de especificaciones de fundición
* Variedad de producción: bobinas de palanquilla de aleación de base de cobre (latón blanco)
2. Especificación de la bobina de producto terminado
2.1 Número de palanquillas: 2 tiras
2.2 Ancho del tocho: 380 mm-500 mm
2.3 Grosor del tocho: 16-20 mm
2.4 Diámetro interior de la bobina: mínimo Φ 600-800 mm
2.5 Diámetro exterior de la bobina: máximo Φ1800mm
2.6 Peso máximo de la bobina: máx .: 6000 kg
3. Valor de garantía de la diferencia de grosor del tocho
3.1 Diferencia de grosor transversal del tocho: < 0.75 mm — 0.3 (después de la modificación del molde)
3.2 Diferencia de espesor longitudinal del tocho: <0.3 mm (después de la modificación del molde)
3.3 Consumo medio de energía para la fundición por horno de fundición: 250-380kwh / t
3.4 Consumo medio de energía para preservar la temperatura manteniendo el horno: 50-80kwh / t
3.5 Máxima fuerza de empuje y tracción: 50KN
3.6 Rango de velocidad de empuje y dibujo: 1.5-70 mm / seg.
3.7 Velocidad de lanzamiento máxima promedio: 300 mm / min
3.8 Fuerza de corte máxima de cizalla hidráulica: 600KN
3.9 Velocidad de bobinado del enrollador: 750 mm / min
Ⅱ.Proceso:
Carga (las devoluciones deben embalarse) → Horno de fundición → Análisis químico → Calentamiento de la lavadora sellada → Cristalizador → Refrigeración primaria → Refrigeración secundaria → Máquina de extracción → Máquina de corte → Bobinadora
Seleccione las materias primas de acuerdo con el documento de proceso, determine el procedimiento de alimentación de acuerdo con los puntos de fusión de los elementos metálicos, las proporciones de carga del horno y la dificultad de las pérdidas por oxidación, y cargue la materia prima en el horno de fundición; Al fundir, agregue cierto espesor de agente de cobertura al horno, que se complementará a tiempo; Cuando el cobre fundido dentro del horno alcance la temperatura de extracción, pruebe en laboratorio la composición del cobre fundido dentro del horno; Antes de golpear, limpie completamente los clínker en cobre fundido; Después del golpeteo de cada horno, mantenga alrededor de 800 kg de cobre fundido dentro del horno, como bloque inicial. Transfiera el cobre fundido (fundido y bien ajustado en la cámara de fusión) a través del lavador sellado al horno de retención, controle la temperatura del cobre fundido, mantenga el cobre fundido dentro del horno de retención a la temperatura de fundición y a cierto nivel. Bajo la acción del nivel, el cobre fundido fluye hacia el cristalizador y se cristaliza en una palanquilla de cobre de tipo placa a través del enfriamiento primario por cristalizador. Bajo la máquina de extracción continua por extracción, se forma el tocho de la placa de la forma requerida. El sistema de enfriamiento secundario está instalado en la salida del tocho de la placa, y el caudal de agua de enfriamiento es ajustable. El objetivo principal de adoptar estas medidas de control es garantizar la temperatura de cristalización, así como la estabilización de los parámetros del proceso, para garantizar la calidad del producto. La extracción de la palanquilla se realiza mediante el arrastrador, y el tiempo de extracción, detención y retroceso del empujador es continuamente ajustable. El parámetro de control óptimo debe determinarse y ajustarse oportunamente de acuerdo con diferentes materiales, diferentes especificaciones y condiciones de calidad de la superficie. El dibujo es controlado por el programa PLC, realizando acciones cíclicas de dibujo, detención y empuje inverso.
Ⅲ. Parámetros técnicos principales del equipo:
| 1 | Horno de fundición: |
| 1.1 | Capacidad total del horno | 5.0T |
| 1,2 | Capacidad efectiva del horno | 2.5T |
| 1.3 | Voltaje del horno | 380V |
| 1.4 | Potencia del horno | 600KW |
| 1,5 | Velocidad de fusión | 2t / h |
| 1.6 | Factor de potencia después de la compensación: | 0.95-1.0 |
| 1.7 | Número de fases y modo de conexión del inductor: | Conexión en serie monofásica |
| 1,8 | Capacidad nominal del transformador: | Autotransformador refrigerado por agua de 900 KVA (línea de entrada de 380 V, trifásico, |
| 1.9 | modo de enfriamiento de la bobina: | Refrigeración por agua |
| 1.10 | Consumo de agua de enfriamiento: | 5m 3 / h |
| 1.11 | Temperatura máxima del horno: | 1500 ℃ |
| 2 | Sosteniendo la sección del horno | |
| 2.1 | Capacidad efectiva del horno: | 4.0T |
| 2.2 2.2 | Capacidad efectiva de lanzamiento: | Menos de 85 dB |
| 2.3 | Tensión nominal: | 380V |
| 2,4 | Potencia nominal : | 250KW |
| 2.5 | Capacidad nominal del transformador: | Autotransformador refrigerado por agua de 400 KVA (380V línea entrante, trifásica, regulación de voltaje escalonada sin carga). |
| 2.6 | Factor de potencia después de la compensación: | 0.95-1.0 |
| 2.7 | Control de temperatura de precisión: | ± 8 ℃ |
| 2.8 | Temperatura máxima del horno: | 1300 ℃ |
| 2.9 | Modo de enfriamiento de la bobina: | Refrigeración por agua |
| 3 | Molde | |
| 3.1 | anchura | 380- 500mm |
| 3.2 | grosor | 16-20mm. |
| 3,3 | Material | Acero inoxidable 1Cr18Ni9Ti, forrado con casquillo de cobre (hecho de cobre T2) |
| 4 4 | Dispositivo de enfriamiento secundario | |
| 4.1 | Consumo de agua: | 3m ³ / h |
| 4.2 4.2 | Presión del agua: | 0.2-0.3Mpa |
| 5 5 | Máquina de retirada | |
| 5.1 | Máxima fuerza de empuje y tracción: | 50KN |
| 5.2 | Velocidad: | Velocidad: |
| 5.3 | Rango mínimo de carrera: | 0.1mm |
| 5.4 | Menor tiempo de espera | 0.01S |
| 5.5 | AC servo motor: | Motor Siemens (11KW) |
| 5.6 | Velocidad de rotación nominal del motor: | 3000r / min |
| 5.7 | Par estático: | △ Tw = 60K Mo (a 60) 70N-M |
| 6 6 | Cizalla superior hidráulica de doble tocho: |
| 6.1 | Fuerza de corte: | 600KN |
| 6.2 | espesor de corte: | 20mm |
| 6.3 | Ancho de corte: | 500mm |
| 6.4 | Velocidad de corte: | 0- 5 mm / s |
| 6.5 | Golpe de corte: | 80mm |
| 6.6 | Máxima carrera de seguimiento de la cizalla: | 200mm |
| 7 7 | Unidad de máquina bobinadora | |
| 7.1 | Poder: | 5.5KW |
| 7.2 | Velocidad rotacional: | 1420r / min |
| 7.3 | Carrera de desplazamiento de la bobinadora: | 800mm |
| 8 | Estación hidraulica | |
| 8.1 | Potencia del motor de la estación hidráulica para horno de fundición y horno de retención: | 2 × 7.5KW |
| 8.2 | Potencia del motor de la estación hidráulica para la máquina de extracción: | 2 × 7.5KW |
| 8.3 | Potencia del motor de la bomba hidráulica para cizalla superior: | 2 × 11KW |
| 8.4 | Potencia del motor de la bomba hidráulica para bobinadora: | 2 × 7.5KW |
Ⅳ. Lista de partes del equipo
| No. | nombre del equipo | Unidad | Cantidad |
| 1 | Horno de fundición por inducción de frecuencia de línea (incluyendo ranura de fusión y material de construcción de revestimiento) | conjunto | 1 |
| 2 | Núcleo de hierro, camisa de agua y serpentín de horno de fundición. | conjunto | 1 |
| 3 | Tundish | conjunto | 1 |
| 4 4 | Horno de retención de inducción de frecuencia de línea (incluyendo ranura de fusión y material de construcción de revestimiento) | conjunto | 1 |
| 5 5 | Núcleo de hierro, camisa de agua y bobina de horno de retención. | conjunto | 1 |
| 6 6 | molde para revestimiento de edificios | conjunto | 1 |
| 7 7 | cristalizador | conjunto | 2 |
| 8 | molde de grafito | conjunto | 1 |
| 9 9 | Sellado de moldes de acero de cristalizador | conjunto | 1 |
| 10 | Barra ficticia (de acero inoxidable) | conjunto | 1 |
| 11 | Plato ficticio | conjunto | 1 |
| 12 | Dispositivo de distribución de agua de enfriamiento para cristalizador | conjunto | 1 |
| 13 | Dispositivo de enfriamiento secundario | conjunto | 1 |
| 14 | Máquina de retirada | conjunto | 1 |
| 15 | Cizalla hidráulica de seguimiento | conjunto | 1 |
| dieciséis | Bobinadora sin núcleo | conjunto | 2 |
| 17 | Cable refrigerado por agua para horno de fundición. | conjunto | 1 |
| 18 años | Sistema hidráulico | Juego completo | 1 |
| 19 | Sistema de control eléctrico | Juego completo | 1 |
| 20 | Transformador de regulación (sin carga, escalonado) para horno de fundición | conjunto | 1 |
| 21 | Transformador de regulación (sin carga, escalonado) para sostener el horno | conjunto | 1 |
| 22 | Dispositivo de protección de gas | conjunto | 1 |
| 23 | Termómetro de temperatura de superficie | conjunto | 1 |
| 24 | Herramientas especiales para maquina | | |
Ⅴ. Fecha de entrega:
Se entregará dentro de los 75 días posteriores a la vigencia del contrato.
Ⅵ. Servicio postventa
1. El cuerpo principal del equipo tendrá un año de garantía gratuita, y los componentes especiales se discutirán por separado;
2. Durante el período de prueba de producción (dentro de los 3 meses posteriores a la finalización de la puesta en marcha del equipo), nuestra empresa enviará un técnico profesional para el servicio de seguimiento;
Dentro del período de garantía, si ocurre una falla debido a un problema de calidad, nuestra compañía enviará personal al sitio para resolver el problema dentro de las 72 horas posteriores a la recepción del aviso;
Después de que expire el período de garantía del equipo, nuestra compañía ofrecerá soluciones efectivas dentro de las 24 horas posteriores a la recepción del aviso y enviará personal para trabajos de mantenimiento si el usuario no resuelve el problema, solo cobrando los gastos.
Para la revisión anual de equipos, nuestra compañía enviará un técnico profesional para que se una a los usuarios en la formulación del plan de respuesta, sin cargo;
Dentro del período de garantía, nuestra compañía puede enviar un técnico profesional al sitio para verificar las condiciones de operación del equipo y proporcionar servicio de campo.
Después de que expire el período de garantía del equipo, se puede hacer una visita de regreso por invitación una vez cada medio año.
3. Si nuestra empresa tiene puntos de innovación y mejora o sugerencias constructivas para equipos similares, informaremos al usuario a tiempo.
Horno industrial Co., Ltd de Wuxi Huadong
Bienvenido a visitar e inspeccionar!
Persona de contacto: Joey Wong
Tel: +86 510 83788308
Fax: +86 510 83786308
Multitud: +86139 2112 5611
Wechat: 86139 2112 5611
Whatsapp: 86139 2112 5611
correo electrónico: Joey@wxhddl.cn
Joe.777@outlook.com
 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!