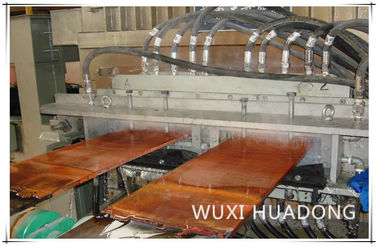
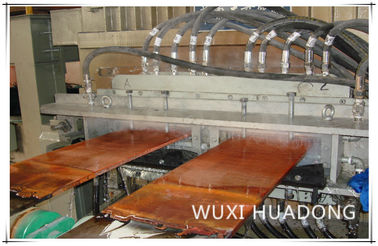
Filamento horizontal automático de la máquina de colada continua 2 para la tira de la placa de cobre de la aleación
Ⅰ. Proceso:
Cargar (las devoluciones deben ser embaladas) el → del análisis químico del → del horno de fusión del → que calienta para arriba el →Coiler de corte de enfriamiento secundario de enfriamiento primario sellado de la máquina del → de la máquina del retiro del → del → del → del cristalizador del → del filtro
Seleccione las materias primas según el documento de proceso, determine el procedimiento de alimentación según puntos de fusión de elementos metálicos, proporciones de la carga del horno, y la dificultad de las pérdidas ardientes de la oxidación, y cargue la materia prima en el horno de fusión; Al fundir, añada cierto grueso del agente de la cubierta en el horno, que será complementado a tiempo; Cuando el cobre fundido dentro del horno alcanza temperatura que golpea ligeramente, laboratorio-prueba la composición del cobre fundido dentro del horno; Antes de golpear ligeramente, limpie totalmente las escorias en cobre fundido; Después de golpear ligeramente de cada horno, guarde alrededor 800 kilogramos de cobre fundido dentro del horno, como el bloque el comenzar. Transfiera el cobre fundido (fundido y bien-ajustado en la cámara de fusión) a través del filtro sellado en el horno que se sostiene, controle la temperatura del cobre fundido, guarde el cobre fundido dentro del horno que se sostiene en la temperatura del bastidor y en cierta gama llana. Bajo acción del nivel, el cobre fundido fluye en el cristalizador, y consigue cristalizado en el placa-tipo billete del cobre con el enfriamiento primario por el cristalizador. Debajo del dibujo continuo por la máquina del retiro, el billete de la placa de la forma requerida se forma. El sistema de enfriamiento secundario está instalado en el mercado del billete de la placa, y el flujo del agua de enfriamiento es ajustable. El propósito principal para adoptar estas medidas de control es asegurar temperatura de la cristalización así como la estabilización de parámetros de proceso, para asegurar calidad del producto. El retiro del billete de la tira se observa mediante el dragger, y la época del dibujo, la parada y el empujar reverso por el dragger es continuamente ajustables. El parámetro de control óptimo debe ser resuelto y oportuno ajustado según diversos materiales, diversas especificaciones y las condiciones de la calidad superficial. El dibujo es controlado por el programa del PLC, realizando acciones cíclicas del dibujo, la parada, y empujar reverso.
Ⅱ. Especificaciones:
1. Tipos de especificaciones del bastidor
* variedad de la producción: bobinas bajas de cobre del billete de la aleación (latón blanco)
2. especificación de la bobina del producto final
| 2,1 |
Número de billetes: 2 tiras |
| 2,2 |
Anchura del billete: 380mm-500m m |
| 2,3 |
Grueso del billete: 16 - 20m m |
| 2,4 |
Diámetro interior de la bobina: mínimo Φ 600 - 800m m |
| 2,5 |
Diámetro exterior de la bobina: máximo Φ1800mm |
| 2,6 |
Peso máximo de la bobina: máximo: 6000kg |
3. Valor de la garantía de la diferencia del grueso del billete
3,1 diferencia transversal del grueso del billete: <0.75mm-0.3 (después de la modificación del molde)
3,2 diferencia longitudinal del grueso del billete: <0>
3,3 consumo de energía media para fundir por el horno de fusión: 250-380kwh/t
3,4 consumo de energía media para la preservación de la temperatura sosteniendo el horno: 50-80kwh/t
3,5 fuerza que empuja y de dibujo máxima: 50KN
3,6 gama de velocidad que empuja y de dibujo: sec 1.5-70mm/
3,7 velocidad máxima media del bastidor: minuto 300mm/
3,8 fuerza de corte máxima del esquileo hidráulico: 600KN
3,9 velocidad que arrolla del mecanismo de botes giratorios: 750mm/min
Ⅲ. Parámetros técnicos importantes del equipo:
| 1 |
Horno de fusión: |
| 1,1 |
Capacidad total del horno |
5.0T |
| 1,2 |
Capacidad eficaz del horno |
2.5T |
| 1,3 |
Voltaje del horno |
380V |
| 1,4 |
Potencia de horno |
600KW |
| 1,5 |
Tarifa de fusión |
2t/h |
| 1,6 |
Factor de poder después de la remuneración: |
0.95-1.0 |
| 1,7 |
Número de fases y de modo de conexión de inductor: |
Serie-conexión monofásica
|
| 1,8 |
Capacidad clasificada del transformador: |
autotransformador refrigerado por agua 900KVA (entrante-línea 380V, trifásica,
|
| 1,9 |
modo de enfriamiento de la bobina: |
Refrigeración por agua |
| 1,10 |
Consumo de agua de enfriamiento: |
5m3/h |
| 1,11 |
Temperatura máxima del horno: |
1500℃ |
| 2 |
Llevar a cabo la sección del horno |
|
| 2,1 |
Capacidad eficaz del horno: |
4.0T |
| 2,2 |
Capacidad eficaz del bastidor: |
Menos DB de 85 |
| 2,3 |
Voltaje clasificado: |
380V |
| 2,4 |
Poder clasificado: |
250KW |
| 2,5 |
Capacidad clasificada del transformador: |
autotransformador refrigerado por agua 400KVA
(entrante-línea 380V, trifásica,
voltaje-regulación caminada sin carga).
|
| 2,6 |
Factor de poder después de la remuneración: |
0.95-1.0 |
| 2,7 |
Precisión del control de la temperatura: |
±8℃ |
| 2,8 |
Temperatura máxima del horno: |
1300℃ |
| 2,9 |
Modo de enfriamiento de la bobina: |
Refrigeración por agua
|
| 3 |
Molde |
|
| 3,1 |
anchura |
380- 500m m |
| 3,2 |
grueso |
16-20m m. |
| 3,3 |
Material |
acero inoxidable 1Cr18Ni9Ti, alineado con el arbusto de cobre (hecho del cobre del T2) |
| 4 |
Dispositivo de enfriamiento secundario |
|
| 4,1 |
Consumo de agua: |
³ /h de 3M |
| 4,2 |
Presión de agua: |
0.2-0.3Mpa |
| 5 |
Máquina del retiro |
|
| 5,1 |
Fuerza que empuja y de dibujo del máximo: |
50KN |
| 5,2 |
Velocidad: |
Velocidad: |
| 5,3 |
Gama mínima del movimiento: |
0.1m m
|
| 5,4 |
El tiempo en espera más corto |
0.01S |
| 5,5 |
Motor servo de la CA: |
Motor de Siemens (11KW) |
| 5,6 |
Velocidad de rotación clasificada del motor: |
3000r/min |
| 5,7 |
Esfuerzo de torsión estático: |
△Tw= 60K MES (en 60) los 70N-M |
| 6 |
máquina de corte superior hidráulica del Doble-billete:
|
| 6,1 |
Fuerza de corte: |
600KN |
| 6,2 |
grueso de corte: |
20m m |
| 6,3 |
Anchura de corte: |
500m m |
| 6,4 |
Velocidad de corte: |
0- 5mm/s
|
| 6,5 |
Movimiento de corte: |
80m m |
| 6,6 |
Movimiento máximo de la continuación de la máquina de corte: |
200m m |
| 7 |
Unidad de máquina del mecanismo de botes giratorios |
|
| 7,1 |
Poder: |
5.5KW |
| 7,2 |
Velocidad rotatoria: |
1420r/min |
| 7,3 |
Movimiento de la dislocación del mecanismo de botes giratorios: |
800m m |
| 8 |
Estación hidráulica |
|
| 8,1 |
Poder del motor de la estación hidráulica para el horno de fusión y el horno de la tenencia:
|
2× 7.5KW |
| 8,2 |
Poder del motor de la estación hidráulica para la máquina del retiro: |
2× 7.5KW |
| 8,3 |
Poder del motor de la pompa hydráulica para la máquina de corte superior: |
2× 11KW
|
| 8,4 |
Poder del motor de la pompa hydráulica para el mecanismo de botes giratorios: |
2× 7.5KW |
Ⅳ. Lista de piezas del equipo
| No. |
Nombre del equipo |
Unidad |
QTY |
| 1 |
Línea horno de fusión de la inducción de la frecuencia (surco de fusión incluyendo y alineación del material de construcción) |
sistema |
1 |
| 2 |
Base de hierro, chaqueta de agua y bobina del horno de fusión |
sistema |
1 |
| 3 |
Embudo de fundería |
sistema |
1 |
| 4 |
Línea inducción de la frecuencia que celebra el horno (surco de fusión incluyendo y alineación del material de construcción) |
sistema |
1 |
| 5 |
Base de hierro, chaqueta de agua y bobina de sostener el horno |
sistema |
1 |
| 6 |
molde para alinear el edificio |
sistema |
1 |
| 7 |
cristalizador |
sistema |
2 |
| 8 |
molde del grafito |
sistema |
1 |
| 9 |
Molde de acero de aislamiento del cristalizador |
sistema |
1 |
| 10 |
Barra simulada (hecha del acero inoxidable) |
sistema |
1 |
| 11 |
Placa simulada |
sistema |
1 |
| 12 |
Dispositivo de la distribución de agua de enfriamiento para el cristalizador |
sistema |
1 |
| 13 |
Dispositivo de enfriamiento secundario |
sistema |
1 |
| 14 |
Máquina del retiro |
sistema |
1 |
| 15 |
Máquina de corte de la continuación hidráulica |
sistema |
1 |
| 16 |
Mecanismo de botes giratorios de Coreless |
sistema |
2 |
| 17 |
Cable refrigerado por agua para el horno de fusión |
sistema |
1 |
| 18 |
Sistema hydráulico |
Conjunto completo |
1 |
| 19 |
Sistema de control eléctrico |
Conjunto completo |
1 |
| 20 |
Transformador de regulación (sin carga, caminado) para el horno de fusión |
sistema |
1 |
| 21 |
Transformador de regulación (sin carga, caminado) para sostener el horno |
sistema |
1 |
| 22 |
Dispositivo de protección de gas |
sistema |
1 |
| 23 |
Termómetro de la temperatura superficial |
sistema |
1 |
| 24 |
Herramientas especiales para la unidad de máquina |
|
|
Ⅴ. Fecha de la entrega:
Para ser entregado en el plazo de 75 días después del contrato se hace eficaz.
Ⅵ. Servicio post-venta
1. El cuerpo principal del equipo tendrá un año de garantía libre, y los componentes especiales serán discutidos por separado;
2. Durante el período de la ensayo-producción (dentro 3 meses después de que el encargar del equipo se acaba), nuestra compañía enviará a un técnico profesional para el servicio de la continuación;
Dentro del período de garantía, si ocurre la falta debido al problema de la calidad, nuestra compañía enviará personales al sitio para solucionar el problema en el plazo de 72 horas después de recibir el aviso;
Después del período de garantía del equipo se expira, nuestra compañía ofrecerá soluciones eficaces en el plazo de 24 horas después de recibir el aviso, y enviará los personales para el trabajo de mantenimiento si el usuario no puede solucionar el problema, cargando solamente los costos del coste.
Para la revisión anual del equipo, nuestra compañía enviará al técnico profesional para unirse a los usuarios en formular el plan del cambio, gratuitamente;
Dentro del período de garantía, nuestra compañía puede enviar al técnico profesional al sitio para comprobar la condición de la operación del equipo y para proporcionar servicio de campo.
Después del período de garantía de equipo expira, una visita de vuelta se puede hacer en la invitación una vez por mitad de un año.
3. Si nuestra compañía tiene puntos de la innovación y de la mejora o sugerencias constructivas para los equipos similares, informaremos al usuario a tiempo.
Horno industrial Co., Ltd de Wuxi Huadong
¡Recepción a visitar y a examinar!
Horno Co., Ltd de la China oriental de Wuxi
Parque industrial de No.3 Bashi Furong, distrito de Xishan, ciudad de Wuxi, provincia de Jiangsu, China
Persona de contacto: Joey.Wong
Teléfono: +86 510 83788308
Fax: +86 510 83786308
Multitud: +86 139 2112 5611
Wechat: 86 139 2112 5611
Whatsapp: 86 139 2112 5611
Correo electrónico: joey@wxhddl.cn
 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!